Монтаж силового и вспомогательного электрооборудования — Проверка коллекторов и контактных колец, установка щеток
Содержание материала
1-13. Проверка коллекторов и контактных колец, установка щеток, измерение сопротивления изоляции
Перед центрированием траверс щеткодержателей и обойм коллектор (контактные кольца) осматривают, проверяют на отсутствие вмятин, царапин, выступающих пластин или коллекторных изолирующих прокладок. При наличии выступающей слюды коллектор продороживают специальным приспособлением, режущая часть которого выполнена из ножовочного полотна или фрезы, на глубину 1—2 мм, а на коллекторных пластинах выполняют фаски под углом 45°. При неровностях поверхности коллектора, измеренных индикатором и превышающих 0,5 мм, коллектор протачивают при частоте вращения якоря 200—300 об/мин.
Для проточки применяют переносное приспособление — суппорт от токарного станка, обеспечивающий подачу 0,05—0,1 мм.
При неровностях на коллекторе (контактных кольцах) 0,2— 0,5 мм коллектор шлифуют, а при неровностях до 0,2 мм — полируют.
Пришлифовка выполняется на малых оборотах машины. Допустимые величины биения коллекторов указаны в табл. 1-20.
Таблица 1-20
Допустимые величины биения коллекторов
Допустимое увеличение биения, мм, в горячем состоянии По сравнению с холодным
Установка и регулирование щеточных аппаратов (кроме машин с бесщеточным возбуждением). Траверсы щеточного механизма машин постоянного тока устанавливают по заводской метке, фиксирующей положение щеток на нейтрали. Ось щеткодержателей проверяется линейкой, она должна располагаться параллельно оси коллектора.
Зазор между щеткодержателями и поверхностью коллектора или контактных колец должен быть 2—3 мм, а давление пружин на щетки, измеренное пружинным динамометром, — 12—13 Н (1,2—1,3 кгс) на щетку. Допустимое отклонение давления ±5%.
Установленные в обоймы щеткодержателей щетки должны свободно перемещаться. Зазор между щеткой и обоймой в направлена вращения вала должен быть от 0,1 до 0,4 мм, а в направлении оси вала 0,2—0,5 мм.
Для предупреждения износа поверхности коллектора щетки различных полярностей устанавливают попарно так, чтобы они работали на одних и тех же участках коллектора (рис. 1-16).
Расстояние между щетками измеряют при помощи бумажной ленты. Допускаемые отклонения в точности расстановки щеток для машин мощностью свыше 200 кВт—не более 0,5%, для машин меньшей мощности — не более 2%.
Одновременное применение щеток разных марок недопустимо. При замене щеток, поставленных заводом-изготовителем, следует руководствоваться табл. 1-21.
Выбор электрощеток для синхронных генераторов и агрегатов возбуждения (ГОСТ 2332-75)
Рекомендуемые марки щеток
средняя окружная скорость
повышенная окружная скорость
высокая окружная скорость
Машины постоянного тока, возбудители к синхронным генераторам

Рис. 1-16. Расстановка электрощеток на коллекторе.
а — шахматная; б — шахматно-ступенчатая.
Для охлаждения щеток и контактных колец, расположенных вне водородной среды, предусматривается вентилятор. На корпусе щеточной траверсы установлены две изолированные (от траверсы) щетки, которые используются для измерения сопротивления изоляции обмотки ротора и введения защиты цепей возбуждения от замыкания на землю.
Измерения сопротивления изоляции относительно заземленных частей выполняют в Следующем объеме и последовательности:
обмотки статора до установки концевых выводов;
то же при отсоединенных водоподводах;
обмотки ротора;
подшипника со стороны возбудителя;
траверсы относительно корпуса и токоведущих частей одна относительно другой;
термометров сопротивления;
щитов вентилятора относительно внутреннего щита.
Полученные результаты проверяют на соответствие «Объему и нормам приемо-сдаточных испытаний».
1-14. Общие сведения о маслах и консистентных смазках
Электростанции с установленными на них турбогенераторами — потребители широкого ассортимента масел и консистентных смазок, вырабатываемых отечественной нефтехимической промышленностью.
Применяемые масла на электростанциях условно делят на две группы:
а) энергетические масла, используемые в турбоагрегатах (турбины, генератор и электрические аппараты);
б) масла для вспомогательного энергетического оборудования.
К энергетическим маслам относят турбинные и трансформаторные масла, а также огнестойкое синтетическое масло. Для вспомогательного энергетического оборудования применяются индустриальные, трансмиссионные и другие масла, а также некоторые марки консистентных смазок.
Свойства и качество масел, используемых для турбогенераторов, должны соответствовать следующим требованиям:
турбинное 22 — ГОСТ 32-74;
турбинное 22тп — ГОСТ 9972-74;
турбинное ТСп-22 из сернистых нефтей — МРТУ 12Н.
Важнейшими качественными показателями турбинных масел является высокая устойчивость против окисления кислородом при повышенных температурах, высокая эмульсионная способность, низкие начальные кислотность и зольность.
Свойства трансформаторных масел должны удовлетворять разд. 23 «Нормы испытания электрооборудования» ВПО Союзтехэнерго.
Физические свойства огнестойкого синтетического масла по МРТУ 6-68-140-69 приведены ниже:
Плотность при 20° С, кН/м3 11,3—11,5
Вязкость при 50° С, м2/с (сст), не менее . 2Ы0—6 (21)
Вязкость при 98,9°С, м2/с (сст) 5,2-10—6 (5,2)
Температура застывания, °С —15
Температура самовоспламенения, °С +730
Масло неагрессивно к черным и цветным металлам, практически не токсично.
Источник
Контроль состояния коллектора и контактных колец
Коллектор является одним из наиболее сложных узлов электрических машин как по числу деталей, так и по технологии его изготовления. Во время работы на коллектор действуют центробежные силы, вибрация, нагрев. В процессе работы геометрия и состояние коллектора должны соответствовать требованиям обеспечения надежного контакта со щетками.
Контактные кольца электрических машин (асинхронных электродвигателей с фазным ротором, синхронных генераторов и др.) работают по сравнению с коллектором в менее напряженных условиях, но и к ним предъявляются высокие требования. Следует отметить, что износ коллектора и контактных колец в значительной степени зависит от работы щеточного механизма. При техническом обслуживании состояние коллекторов и контактных колец обычно определяется осмотром и только в необходимых случаях проводят измерения (например, при потемнении поверхности коллекторных пластин в местах припайки выводов обмотки измеряют падение напряжения в месте пайки).
Большой информативностью обладает политура, покрывающая поверхность коллекторных пластин. Политура нормально работающего коллектора имеет одинаковый цвет по всему коллектору. Пробой слоя политуры в виде светлых пятен с точками-углублениями свидетельствует о перегрузке коллектора током. Если на поверхности коллектора наблюдаются чередующиеся светлые и темные полосы, то можно утверждать о неравномерности распределения токовой нагрузки между параллельно включенными щетками, т. е. о неисправности щеточного узла. Потемнение петушков коллекторных пластин свидетельствует о нарушении пайки между коллекторными пластинами и выводами обмотки якоря.
Обычно при диагностировании коллекторов и контактных колец контролируют диаметр и биение поверхности коллектора и контактных колец, профиль коллектора и состояние контактов в соединении коллекторных пластин с обмоткой.
Измерение диаметра коллектора и контактных колец проводят, чтобы определить, не превысил ли износ коллекторных пластин допустимой величины. Минимальное значение диаметра коллектора определяют исходя из допустимой высоты коллекторных пластин. Высота коллекторных пластин не должна быть меньше, чем это указано в таблице ниже.
| Высота коллекторных пластин, мм | |
| номинальная | допустимая |
| 16—19 | 11 — 12 |
| 20—29 | 13—19 |
| 30—39 | 20—27 |
| 40—49 | 28—35 |
| 50—80 | 36—60 |
Диаметр контактных колец асинхронных электродвигателей с фазным ротором не должен быть меньше допустимого значения, приведенного в таблице ниже.
| Тип электродвигателя | Диаметр контактных колец, мм | |
| номинальный | допустимый | |
| АК-51-4, АК-51-6, АК-51-8 АК-52-4, АК-52-6, АК-52-8 АОК2-41-4, АК-41-6 АОК2-42-4, АОК2-42-6 АОК2-51-4, АОК2-51-6, АОК2-51-8 АОК2-52-4, АОК2-52-6, АОК2-52-8 | 73,5-05 | 68 |
| АК-61-4, АК-61-6, АК-61-8 АК-62-4, АК-62-6, АК-62-8 АОК2-61-4, АОК2-61-6, АОК2-61-8 АОК2-62-4, АОК2-62-6, АОК2-62-8 | 80 +0,4 | 75 |
| АОК2-71-4, АОК2-71-6, АОК2-71-8 АОК2-72-4, АОК2-72-6, АОК2-72-8 АОК2-81-4, АОК2-81-6, АОК2-81-8 АОК2-82-4, АОК2-82-6, АОК2-82-8 | 84-05 | 74 |
| АК-71-4, АК-71-6, АК-71-8 АК-72-4, АК-72-6, АК-72-8 | 120 +0,4 | 110,8 |
| АК-81-4, АК-81-6, АК-81-8 АК-82-4, АК-82-6, АК-82-8 | 122 +0,4 | 112,8 |
Контроль биения поверхности коллекторов и контактных колец
Контроль биения поверхности коллекторов и контактных колец можно проводить как при собранной электрической машине, так и после ее разборки. Биение обычно измеряют индикатором часового типа, закрепленным на штативе. При определении биения коллектора или контактных колец у собранной электрической машины якорь или ротор медленно поворачивают вручную и следят за показаниями индикатора. Если электрическая машина разобрана, то для измерения биения коллектора или колец якорь или ротор устанавливают в центрах и также поворачивают вокруг оси. При измерениях ножка индикатора должна быть перпендикулярной к поверхности коллектора или кольца. Значение биения определяют по разности между наибольшим и наименьшим показаниями индикатора. Как правило, биение коллектора не должно превышать 0,05—0,06 мм, а биение контактных колец — 0,3 мм. В литературе приведена формула для определения допустимого значения биения коллектора в зависимости от его диаметра и номинальной частоты вращения:
где D — диаметр коллектора, мм; nн — номинальная частота вращения, мин -1 .
Биение коллекторов и контактных колец устраняют протачиванием их поверхности на токарных станках.
Контроль профиля
Контроль профиля является важным элементом в процессе диагностирования коллектора. Необходимость такого контроля обусловлена тем, что при эксплуатации встречаются случаи ослабления крепления коллекторных пластин, вследствие чего некоторые коллекторные пластины выступают над поверхностью и нарушают нормальное контактирование между щетками и коллектором. Это приводит к вибрации щеток во время работы и, как следствие, к их ускоренному изнашиванию.
Перед контролем профиля коллектор тщательно осматривают, обращая внимание на глубину залегания миканитовых прокладок между коллекторными пластинами. Вследствие быстрого износа медных пластин коллектора по сравнению с миканитовыми прокладками, между пластинами часто наблюдается выступание прокладок над поверхностью коллектора. При этом возникает вибрация щеток, увеличивается трение и нарушается контакт между щетками и пластинами коллектора. В случае выступания прокладок их продораживают, добиваясь глубины залегания относительно поверхности коллекторных пластин 0,5—0,7 мм.
Наиболее простым способом контроля профиля коллектора, широко применяемым практиками, является нагрев его поверхности. При контроле колодку, изготовленную из твердых пород дерева (бук, дуб и др.), с помощью рычага прижимают на несколько секунд к поверхности коллектора, который быстро вращается. После появления слабого дыма колодку отводят от коллектора, останавливают электрическую машину и осматривают поверхность коллекторных пластин. Выступающие над поверхностью коллектора пластины имеют более темный цвет по сравнению с другими пластинами в связи с более сильным нагревом, поскольку нажатие на них деревянной колодки было большим.
Важное значение при диагностировании электрических машин имеет контроль контактов в местах соединения коллекторных пластин с обмоткой якоря. При нарушениях пайки на гребешках коллекторных пластин наблюдаются следы потемнения. Нарушение пайки или обрывы обычно определяют измерением падений напряжения в местах соединения коллекторных пластин с обмоткой якоря (рис. 33). При ухудшении контакта показания милливольтметра будут максимальными.
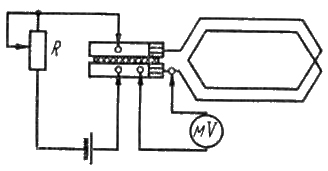
Рис. 33. Схема для проверки пайки пластин коллектора к проводам обмотки электрических машин
Соединение проводов обмотки с коллекторными пластинами считается удовлетворительным, если отклонения показаний милливольтметра составляют не более ±10% среднего значения.
Источник
В ДИАГНОСТИКЕ — www.vdiagnostike.ru
Форум по вибрации, вибродиагностике, виброналадке, центровке, балансировке, теплодиагностике и методах НК промышленнного оборудования.

